

影響砂帶磨削表面粗糙度的因素
磨削表面的微觀不平度主要取決于以下三個方面:① 磨粒劃痕殘留的波峰、波谷,這主要受砂帶上磨粒的幾何尺寸關系(粒度、磨粒分布、高度偏差等)影響。② 工藝系統的振動。③ 在磨削溫度作用下的金屬塑變和微熔,這些微熔和軟化的金屬在被割下或擠壓過程中,被涂附于已加工表面上,使粗糙度加大。
1)砂帶
主要是磨料粒度的影響,如表1.
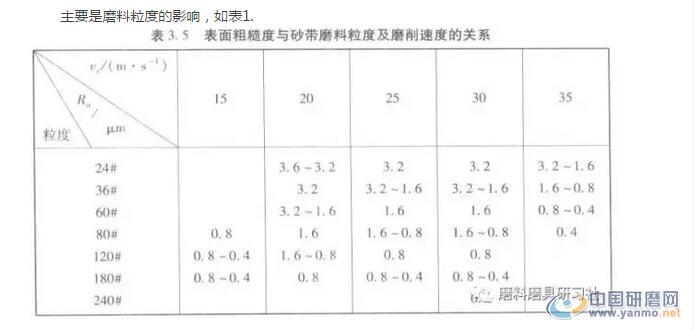
由此可見,在同一磨削速度下,隨粒度變細,粗糙度降低,因為細磨粒加工中產生的劃痕及隆起相應地小。另外,同一粒度的磨粒在不同壽命期,粗糙度也不一樣。
砂帶基材的柔性對粗糙度也有影響。柔性越大的砂帶所達到粗糙度越低。用動物膠黏劑的砂帶所加工的Ra值比合成樹脂粘劑砂帶加工的小。砂帶接頭增厚和變硬也會使粗糙度增大。所以精細拋光時選用柔軟平整、厚度均勻的砂帶為好。
2)接觸輪的影響
接觸輪的硬度(即邵氏硬度)與砂帶磨削的粗糙度成直線關系,接觸輪越硬,加工表面粗糙度越大;反之則越小。
一般來說,接觸輪直徑越大,加工時接觸面積越大,加工表面粗糙度越小。接觸輪表面是否開槽、開槽的角度及尺寸對粗糙度的影響是:光滑表面接觸輪比開槽表面接觸輪所加工的零件粗糙度更小,接觸輪的不平衡和圓度誤差會造成磨削時的振動,使加工表面粗糙度增大,故接觸輪的動平衡和外圓修整是獲得低粗糙度加工表面的重要措施。
3)磨削液的影響
使用磨削液是改善砂帶磨削表面粗糙度的重要手段之一。粘度越大的潤滑油所獲得的表面粗糙度越低。含油類的磨削液比水溶液對粗糙度的降低更有利。在較低的砂帶速度時,使用不同的磨削液表面粗糙度幾乎沒多大差別。然而當砂帶速度提高時,磨削液對表面粗糙度的影響就非常顯著了。食用油比其他合成液對改善粗糙度更有利。
4)磨削用量的影響
磨削用量不僅關系到砂帶的磨削效率,同時對加工表面粗糙度也有很大影響。選取適當的磨削用量,不僅可以得到較低的表面粗糙度,而且還能獲得較高的磨削精度和較高的生產效率等綜合效果。磨削用量主要是指砂帶速度、工件速度、遲到深度、進給速度等。
隨砂帶速度的提高,單位時間內進入磨削區的磨粒數增多,單顆磨粒切削深度變小,金屬表面變形小,同時又縮短工件與磨粒的接觸時間,減少了金屬因磨粒耕犁形成的隆起高度以及熱塑性變形,因而粗糙度值隨之減少。
隨進給量增大,系統振動加大,表面曹劉面積也增加,從而導致加工表面粗糙度增大。當進給量達到一定程度時,表面粗糙度隨進給量的增加急劇增大,因而砂帶在精磨時必須采用較小的進給量。
磨削深度對表面粗糙度的影響相對較小。隨著磨削深度增加,粗糙度略有增大。這是因為粗糙度值與磨削深度相比要小得多,但磨削深度增加會造成砂帶磨損加劇,磨削能力降低進而引起系統震動,粗糙度增大。
工件速度的變化對粗糙度的影響也類似于磨削深度的影響。工件速度低時,粗糙度值較小。
綜上所述,選擇砂帶磨削用量應考慮磨削效率和表面質量兩方面的要求。
5)其他影響
磨削方式的不同也會影響表面粗糙度。順磨比逆磨的粗糙度值小,自由式磨削比接觸輪式磨削小。
砂帶磨粒的植砂密度對表面粗糙度也有影響,這與砂帶磨削速度的影響類似。相同粒度的密植型砂帶比疏植型砂帶磨削表面粗糙度小。
機床方面,整個磨削工藝系統的穩定,磨頭會轉精度和動平衡等因素都是砂帶磨削獲得較低粗糙度的先決條件。這是選擇和使用砂帶磨削必須首先考慮的問題。
此外,磨削過程中砂帶的橫向振動對表面粗糙度也有較明顯的影響。隨著振動頻率的增高,表面粗糙度降低。這是因為橫向振動使砂帶磨削時表面形成復雜而又不重復的磨削軌跡,即網狀紋路,有利于降低表面粗糙度。通常情況下加橫向振動后可降低表面粗糙度30%左右。
總之,單層磨粒砂帶不能通過修正而改變其切刃形狀和性能,而只能在相對較小范圍內控制其加工表面粗糙度。所以選擇砂帶時應根據工件加工前的原始表面粗糙度和***終要求的粗糙度,用不同的粒度的砂帶組合,逐級改善表面粗糙度。這是提高表面質量又不影響加工效率的有效途徑之一,多磨頭砂帶磨床的砂帶配制就是按照這一原則進行。
備注:洛陽耐寶新型材料有限公司(www.www.772mmsese.com),竭誠為您服務! 如有疑問,請撥打服務熱線:15225560000或給我們留言,我們會盡快給您回復!洛陽耐寶真誠期待與您的長期合作!
